如何利用PLC 直流伺服电动机控制数控机床工作台
发布时间:2012-12-04 09:52|来源:万胜PLC解密网|点击:
数控机床运动控制系统包括:进给驱动、主轴驱动、位置控制。运动与位置的控制性能决定数控机床总体性能。新型电力电子器件、脉宽调制技术的发展,使得直流伺服电动机具有良好的运动性能。
数控机床运动控制系统
为了保证加工精度以及表面质量,数控机床的控制采用转速、位置双闭环控制。但是根据机械的特征,在加工过程中受力、受热变形、震动以及机床磨损等因素影响,使运动系统稳定性发生变化,并且难以调整,综合上述原因,目前的数控机床大多采用半闭环伺服控制。
在这里我们主要讨论的是如何利用PLC做出数控机床的进给控制系统,工作台由直流伺服电动机驱动。改装后的运动控制以PLC为核心,使用编码器测量电动机转速,采用编码器测量电动机转速,通过数显展示,以PLC为核心的数控机床控制系统简图:
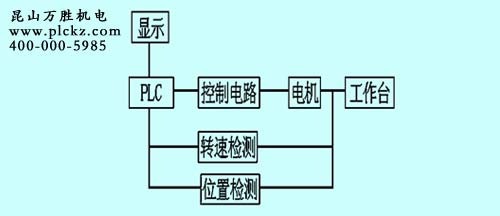
PLC为核心的数控机床控制系统
在数控机床运动控制系统中,直接控制运动工作台的是直流伺服电动机,可以调节电动机的正转与反转控制工作台的前进或者后退,调节电动机的转速控制工作台的运转速度。具体流程是:直流伺服电机带动工作台做前进、后退往返工作,前进的距离定为工作行程,后退的距离定为返回行程,在工作行程的运动控制中,直流伺服电动机驱动工作台以V1速度前进,当运行到一定距离后,以V2速度驱动前进,最后转入V3(慢速)运行,最后以V3返回一定距离,以V1直接返回到原点。在此过程中,通过PLC的参与控制直流伺服电动机转速与正反转(方向)。
PLC介入控制系统
工作台控制电路采用PLC介入,PLC是采用晶体输出的三菱FX系列,直流伺服电动机采用PWM脉宽调制波,控制电动机转速的大小,采用继电器控制直流伺服电动机电枢两端电压的极性来控制正反转。直流伺服电动机的通过圆光栅编码器测量,编码器产生的信号是一组高速脉冲,直流伺服电动机每转一圈,编码器就产生100个脉冲信号,这个脉冲信号接入PLC内部高速计数器的输入端。
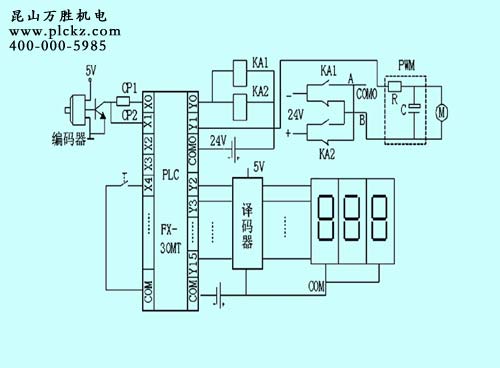
PLC控制系统电路图
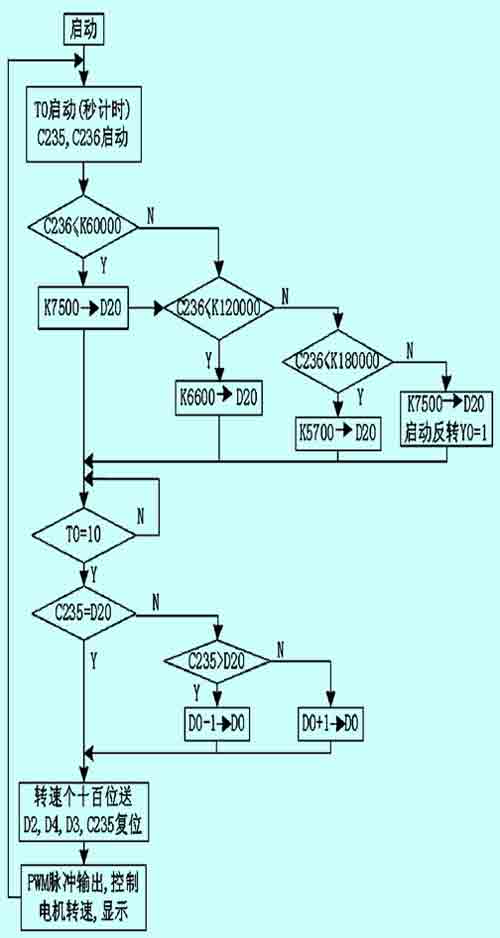
在该图中,工作台的运行与停止开关SA接入PLC的输入X2,SA接通,PLC控制系统电路开通,SA断开,该系统电路停止。编码器产生的高速脉冲信号接PLC内部高速计数器C235和C236的输入端口X0与X1,PLC控制系统采用高速计数器C236的高速计数功能,代替位置开关。工作台工作行程由PLC输出对应的固定脉冲数来定位。通过C235的高速计数功能,来控制每秒输出的脉冲数,控制直流伺服电动机不同行程中的转速。
直流伺服电动机正向反向转动由继电器控制,具体操作步骤:直流伺服电动机正反转控制接PLC输出点Y0来控制电动机极性,当Y0=0时,继电器KA1/KA2断开,对应a点为正,b为负,直流伺服电动机正转,工作台向前推进;当Y0=1时,继电器KA1/KA2接通,对应a点为负,b为正,直流伺服电动机反转,工作台向后退;PLC的PWM输出Y1接到直流伺服电动机两端,PLC的PWM与直流伺服电动机之间需要加一个平滑电路,用PWM指令调节波形,变直流电压输出,实现直流伺服电动机变速,控制工作台进退速度。
直流伺服电动机正反转控制图
- 上一篇:三菱FX系列PLC特殊继电器M8029都有哪些作用?
- 下一篇:没有了